Optimization to Improve In Vitro Diagnostic Device Performance – Quality Control in Lyophilization
Previously we discussed how diagnostic devices can be improved with optimization of lyophilization, and efficiency improvement. We now turn to uncovering the fundamental parameters of quality control in lyophilization that improves the consistency and output of a diagnostic device incorporating lyophilization. Since these parameters are used in all lyophilized formats, from cakes and LyoDose beads, to powders and LyoDots, we will be focusing primarily on the lyophilization process rather than the device.
Lyophilization, otherwise known as freeze drying, remains an essential process in pharmaceuticals and diagnostics. It stabilizes products, extends shelf life, and eases storage and transportation logistics (Ref 1).
Lyophilization is a highly complex and multi-step process consisting of three stages that has been covered in this post: lyophilization process optimization. Briefly the process consists of freezing (most often under atmospheric pressure), primary drying (sublimation) which occurs usually under vacuum conditions, and secondary drying (desorption).
Incorporating Quality by Design (QbD) into lyophilization is essential for ensuring robust and consistent product quality.
The quality control (QC) processes are essential for lyophilization as these lead to reliable products that are consistent, stable, and of high quality (Ref 2). Many of the QC procedures are related to the optimization process, including: control of the freezing conditions, parameters for primary and secondary drying, and moisture content. However, QC procedures also extend to product and packaging integrity, analytical testing and validation and documentation (Ref 3 and 4).
Incorporating Quality by Design (QbD) into lyophilization is essential for ensuring robust and consistent product quality (Ref 5). QbD is a systematic risk management approach to product development that begins with predefined objectives and emphasizes a deep understanding of both the product and the process. It involves process control based on sound science and quality risk management.
The elements that comprise QbD include: Quality Target Product Profile (QTPP), Critical Quality Attributes (CQAs), Critical Process Parameters (CPP) and Critical Material Attributes (CMAs) (Ref 6). See Figure 1 for relationship between CMAs, CPPs, and CQAs

When applying QbD to lyophilization, it is crucial to define the Critical Quality Attributes (CQAs) of the final product, such as stability, moisture content, and reconstitution time. Understanding the Critical Process Parameters (CPPs) that impact these CQAs, like freezing rate, primary drying temperature, size of ice crystals, shelf temperature and chamber pressure, allows for the design of a lyophilization process that consistently meets the desired product specifications.
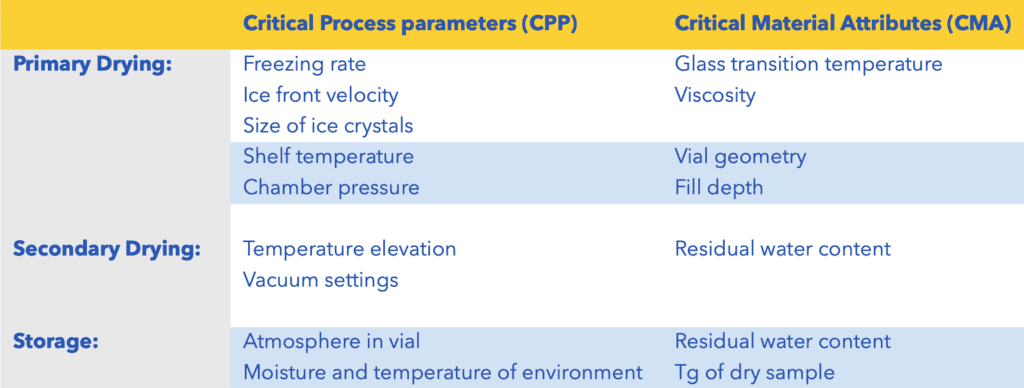
Based on QbD principles, the lyophilization cycle is fine-tuned through a series of experiments to achieve an overall successful design space and range in which the lyophilizer parameters operate with success. The operating parameters critical to the lyophilization cycle (such as shelf temperature, chamber pressure, freezing rate, primary drying time) are varied within defined operating combinations (e.g. high, target, and low shelf temperature).
Control of freezing conditions are important since the speed at which freezing occurs determines the size of ice crystals and their structure, hence affecting the stability of the product as well as its reconstitution properties. Consistent freeze rates are essential for higher reproducibility. Controlled freezing temperatures throughout the product ensure uniform ice formation inside, a key prerequisite for achieving uniform batch quality. For diagnostic devices, inconsistent performance can be related to poor batch quality of the lyophilized product.
Appropriate vacuum pressure should be maintained during primary drying to facilitate efficient sublimation of ice. Inconsistent pressure can lead to incomplete drying or product collapse so a leak test is performed prior to manufacturing lyophilized product. Controlled shelf temperatures provide the necessary energy required for sublimation without causing melting or collapsing of products, thereby striking a balance between drying efficiency and product stability.
Based on QbD principles, the lyophilization cycle is fine-tuned through a series of experiments to achieve an overall successful design space and range in which the lyophilizer parameters operate with success.
A gradual increase in temperature during secondary drying ensures that any bound water is removed without causing damage to the product, as well as preserving heat-sensitive components as enzymes.
A key quality control parameter for lyophilized products is residual moisture, as this influences product stability and shelf life. Several methods for moisture determination are available such as thermogravimetric methods or chemical methods (e.g. Karl Fischer volumetric and coulometric titration – Ref 8). These methods can reliably detect even the smallest amounts of residual moisture to evaluate the quality of the lyophilization process, which can predict lyophilized product stability. Additionally, these methods are also implemented in optimizing lyophilization parameters.
Product uniformity and homogeneity are also critical parameters of quality. The volume of reagent or liquid in each vial or container must be consistent to obtain uniform drying and product quality. Fill volume variations that impact the final product are serious defects. Beside volume, active ingredients and excipients must be mixed to homogeneity before lyophilization.
A key quality control parameter for lyophilized products is residual moisture, as this influences product stability and shelf life.
If excipients and active ingredients are not properly mixed before lyophilization, issues that can arise include:
- Inconsistent dosage (i.e. variation between final products, some with too high concentration while others have too low concentration),
- Decreased stability (mixing of excipients with ingredients are essential for stabilizing the product, and if mixing is uneven, the active ingredients may degrade, resulting in reduced shelf life), physical inhomogeneity (differences in textures and appearances such as clumping),
- Failed lyophilization process (uneven mixing can lead to incomplete or uneven drying, which again can lead to collapse or shrinkage of lyophilized product),
- Inefficient reconstitution (product may not reconstitute properly).
Such mixing inconsistencies can be detected by analytical and visual methods including: visual inspection of lyophilized cake or bead for irregularities, content testing of active ingredients (HPLC, UV-spectroscopy MS), differential scanning calorimetry (DSC), near-infrared (NIR) spectroscopy, and reconstitution testing.
Product uniformity and homogeneity are also critical parameters of quality.
In diagnostic devices improper mixing may lead to outgassing, product failures (e.g. insufficient rehydrated reagent), clogging of channels, poor pumping or microfluidic flow, blockage of detector elements (e.g. light dispersion from particulates) and more.
Ensuring the integrity of seals from vials or other primary or secondary packaging, protects the lyophilized product from moisture ingress and contamination, and is vital for product stability. In diagnostic systems that use cartridges, seal integrity failure can lead to product failure. For those products manufactured in primary containers that cannot be tested for the closure system’s integrity, the use of an appropriate secondary flexible packaging that protects against moisture ingress is required. Testing of the packaging integrity via ASTM standards will ensure the closure system will be remain intact throughout the product’s shelf life.
Visual inspection of color, texture and uniformity will check the product meets physical requirements, and any deviations could be a sign of lyophilization problems. As mentioned above, insufficient mixing of excipients and active ingredients could be one of the deviation causes, in addition to % moisture content that can be determined by Karl Fischer titration method. Reconstitution time measurement ascertains the lyophilized product meets the performance requirements. The reconstitution time of a lyophilized product can be checked via a timed, visual confirmation that the lyophilized cake has completely dissolved into a clear solution after adding reconstitution liquid.
Summary
In summary, QbD is applied in the lyophilization manufacturing process to ensure product reproducibility and quality. Detailed documentation of each lyophilization cycle, including critical parameters and deviations, supports regulatory compliance and continuous improvement. Thorough knowledge of the lyophilization manufacturing process can enable quick identification of root causes when products fail to meet quality control parameters.
Proper lyophilization process controls are essential to ensure diagnostic product quality and reproducibility. A diagnostic product utilizing lyophilized product can deliver significant advantages including enhanced product stability, ease of shipping and storage, lower carbon footprint, and simplified user protocols.
Argonaut Manufacturing Services provides a wide range of lyophilization manufacturing options from beads and cakes to LyoDots- the world’s smallest lyophilized spheres. For more information Contact Us.
References
- Argonaut Manufacturing Services. “How to Eliminate Hidden Cold Chain Costs- Lyophilizing Diagnostic Assays.” Retrieved from Argonaut Manufacturing Services. Accessed June 26, 2024
- Kawasaki, Hidenori, Shimanouchi, Toshinori, Kimura, Yukitaka, Recent Development of Optimization of Lyophilization Process, Journal of Chemistry, 2019, 9502856, 14 pages, 2019
- Jameel F, Alexeenko A, Bhambhani A, Sacha G, Zhu T, Tchessalov S, Kumar L, Sharma P, Moussa E, Iyer L, Fang R, Srinivasan J, Tharp T, Azzarella J, Kazarin P, Jalal M. Recommended Best Practices for Lyophilization Validation-2021 Part I: Process Design and Modeling. AAPS PharmSciTech. 2021 Aug 18;22(7):221.
- Jameel F, Alexeenko A, Bhambhani A, Sacha G, Zhu T, Tchessalov S, Sharma P, Moussa E, Iyer L, Luthra S, Srinivasan J, Tharp T, Azzarella J, Kazarin P, Jalal M. Recommended Best Practices for Lyophilization Validation 2021 Part II: Process Qualification and Continued Process Verification. AAPS PharmSciTech. 2021 Nov 8;22(8):266.
- Mehanna MM, Abla KK. Recent advances in freeze-drying: variables, cycle optimization, and innovative techniques. Pharm Dev Technol. 2022 Oct;27(8):904-923
- Arto Merivaara, Jacopo Zini, Elle Koivunotko, Sami Valkonen, Ossi Korhonen, Francisco M. Fernandes, Marjo Yliperttula. Preservation of biomaterials and cells by freeze-drying: Change of paradigm. Journal of Controlled Release, Volume 336, 2021
- Govind Soni, Ketaki Kale, Saritha Shetty, M.K. Gupta, Khushwant S. Yadav,Quality by design (QbD) approach in processing polymeric nanoparticles loading anticancer drugs by high pressure homogenizer, Heliyon,Volume 6, Issue 4, 2020.
- Matejtschuk, P. , Duru, C. , Malik, K. , Ezeajughi, E. , Gray, E. , Raut, S. and Mawas, F. (2016) Use of Thermogravimetric Analysis for Moisture Determination in Difficult Lyophilized Biological Samples. American Journal of Analytical Chemistry, 7, 260-265.